
您当前位置:资讯数据>行业资讯>数控刀具结构、分类、磨损判断方法
数控刀具是机械制造中用于切削加工的工具,又称切削工具。先进的加工设备与高性能的数控刀具相配合,才能充分发挥其应有的效能,取得良好的经济效益,随着刀具材料迅速发展,各种新型刀具材料,其物理、力学性能和切削加工性能都有了很大的提高,应用范围也不断扩大
数控刀具结构
1、各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。
2、刀具的装夹部分有带孔和带柄两类。带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。
3、带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。车刀、刨刀等一般为矩形柄;圆锥柄靠锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。很多带柄的刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。
4、刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
5、刀具工作部分的结构有整体式、焊接式和机械夹固式三种。整体结构是在刀体上做出切削刃;焊接结构是把刀片钎焊到钢的刀体上;机械夹固结构又有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。硬质合金刀具一般制成焊接结构或机械夹固结构;瓷刀具都采用机械夹固结构。
6、刀具切削部分的几何参数对切削效率的高低和加工质量的好坏有很大影响。增大前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。但增大前角,同时会降低切削刃的强度,减小刀头的散热体积。
数控刀具的分类
第一类:加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;
第二类:孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;
第三类:螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;
第四类:齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;
第五类:切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
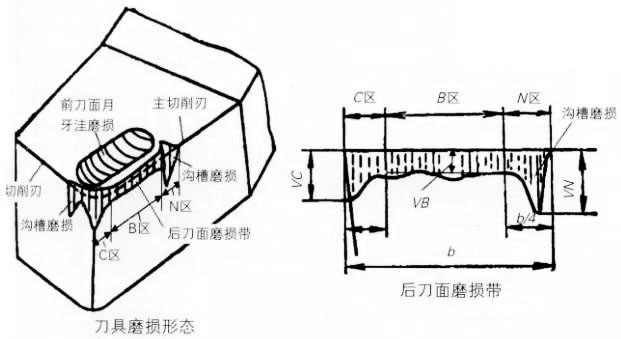
数控刀具磨损判断方法
1、首先加工中判断是否磨损,主要在切削过程中,听声音,突然加工途中刀具声音不是正常切削了,当然这个需要经验积累。
2、看加工,如果加工过程中,冒断续的无规则火星,说明刀具已经磨损,可根据刀具平均寿命及时换刀。
3、看铁屑颜色,铁屑颜色改变,说明加工温度已经改变,可能是刀具磨损。
4、看铁屑形状,铁屑两侧出现锯齿状,铁屑不正常卷曲,铁屑变得更细碎,明显不是正常切削出来的感觉,证明刀具已经磨损。
5、看工件表面,出现光亮痕迹,但粗糙度并和尺寸并没有大的变化,这其实也是刀具已经磨损。
6、听声音,加工震动加剧,刀具不快时候会产生异响。这时要留意避免“扎刀”,造成工件报废。
7、观察机床负载,如有明显增量变化,说明刀具可能已经磨损。
8、刀具切出时工件产生毛边严重,粗糙度下降,工件尺寸变化等等明显现象也是刀具磨损的判定标准。 总之一点,眼观、耳听、手摸,只要能总结出一点都可以判断出刀具是否磨损。
更多阅读▽▽▽
热门资讯


